
SMART MANUFACTURING PROCESSES
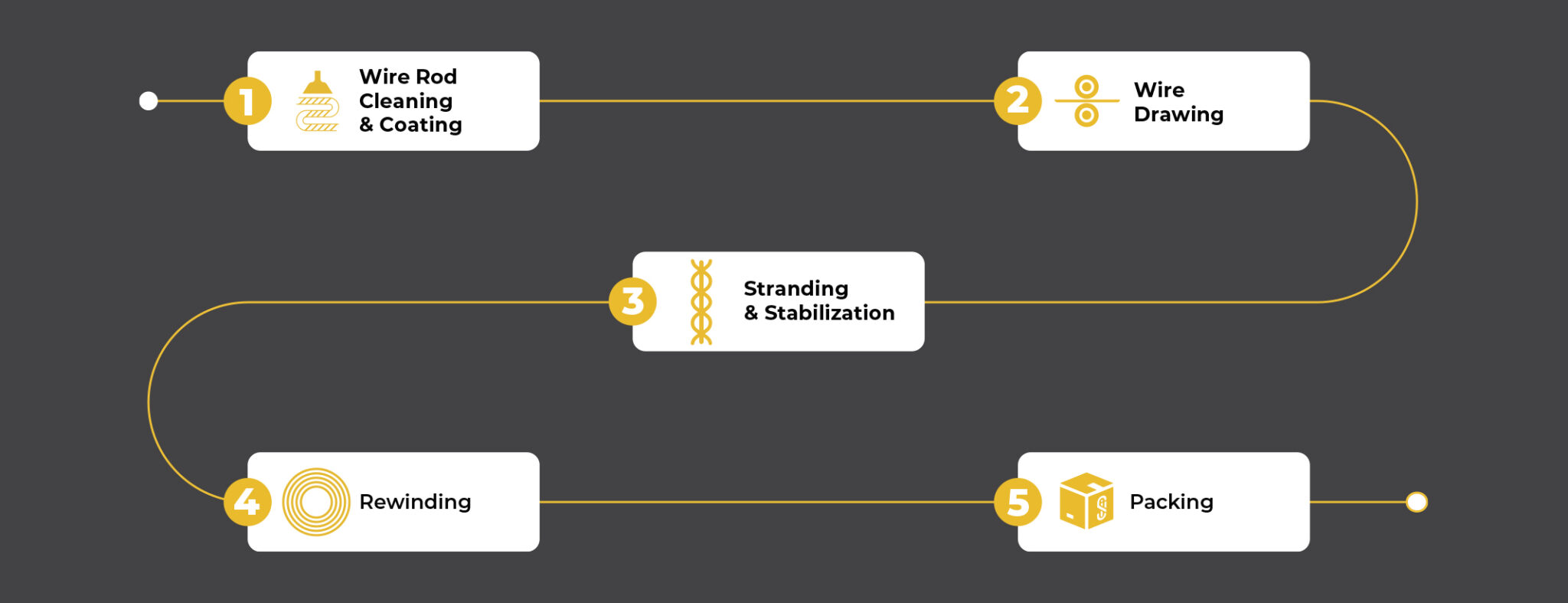
Wire Rod Cleaning & Coating
Jadeela Steel Industries has The most modern batch pickling plant in Egypt using the highest chemical treatment technology from Italy.
All wire rod (raw material) de‐scaled to remove the mill scale (iron oxides) present on the steel surface using Sulphuric acid for cleaning, which is environmentally friendly.
Then Wire rod coils washed off acid with rinse system including high pressure spray rinse to ensure that its 100% clean and free from any contamination.
After the mill scale has been removed, the wire rod is then coated with activation and Zinc Phosphate (ZnPO4) . The rod is rinsed and then coated with
Lubricant carrier coating that promotes lubricant adherence during the subsequent wire drawing process. Phosphate chemicals are procured from best brand in Germany.
Wire Drawing
The wire rod is drawn through a series of Nine Tungsten carbide dies to achieve the desired mechanical properties.
This is a cold‐working process using the best wire cooling design from world class Technology supplier from Italy, therefore the wire drawing practices are tightly controlled to prevent premature die wear or damage to the steel wire.
In PC Strand wire drawing, the wire rod cross‐sectional area is reduced by ~85% when comparing the finished wire area to the area of the original wire rod.
The key parameters like wire temperature and size of wire is continuously monitored and recorded by machine to maintain wire quality of highest standards. The use of rotating dies , soap stirrers , vibration dumping rollers help to improve die life and overall performance.
Stranding & Stabilization
Once seven (7) spools of wire are produced, six (6) outer wires and one (1) centre wire, they are loaded into the stranding machine.
The stranding machine pulls the wire off of the spools while maintaining a specified rate of twisting. This rate controls the lay of the strand to comply with specifications.
After the wires have been wound into strand, the strand is subjected to a thermo‐mechanical process in which the strand is continuously heated to (380ºC) +/‐ (10ºC) while under tension at ~40 to 45 % of the minimum ultimate tensile strength of the strand. This process acts to relieve the residual wire drawing stresses, permanently elongate the strand, increase the yield strength and reduce relaxation losses.
This combination of treatment gives the strand a very consistent yield strength up to and exceeding 90% of the strand’s ultimate strength.
Before the strand is wound back into a coil, it is quenched in a water bath to freeze the steel in the permanently elongated condition and to rinse residual drawing lubricants from the strand surface.
Rewinding & Packaging
After one master coil (one production run) of strand is produced in the strand, the master coil is rewound into the desired package size, typically 3 to 3.5 T.
Sampling for compliance to ASTM A416-18 and BS 6896:2012 is done at this stage of production and is tested and test results recorded using the highest technology testing equipment.
At this point or at time of shipment, the finished coil of strand is packaged according to customer specifications and is provided with stress strain graph and Test certificate.
Seaworthy packaging is provided to ensure rust free preservation and to resist normal wear during storage and handling. The coil is pasted with handling instruction sticker to provide guidance and prevent damage during handling.
Industry 4.0 IOT technology
JSI has installed smart manufacturing software using most modern Industry 4.0 IOT technology deployed in manufacturing machines , Cloud based App helps increase productivity and maintain it at it’s best.
The software works with cloud based IIOT operating system from Siemens. The advantages of software include remote monitoring, monitoring OEE and provide KPI analysis for many variables like power consumption, die life, Exceeding thresholds, statistical data for wire dia , temperature , Breakdown analysis like MTBF, MTTR and Pareto chart and many tools of analysis.